硬质合金刀具的生产过程、特性
一、
硬质合金概述
由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金
材料。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。现在新型硬质合金刀具的切削速度等于碳素钢的数百倍。硬质合金刀具
二、硬质合金的生产过程
1.生产原料
生产硬质合金的主要原料有三氧化钨、钨粉、三氧化钛、铌粉或五氧化二铌、氧化钴及炭黑等。在硬质合金的生产中,一般需要制取碳化钨、碳化钛、碳化铌和金属钴粉。
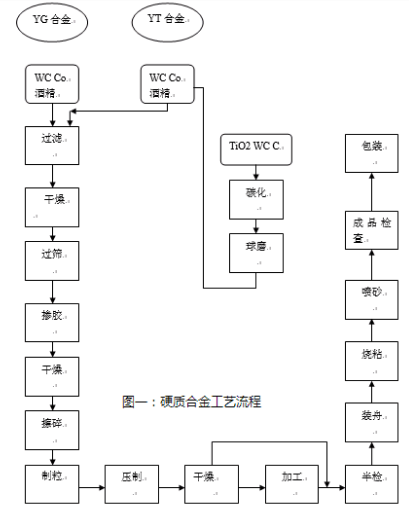
2.工艺流程
将碳化钨和钴按所需的比例进行配制,然后加入酒精,进行球磨。球磨后经干燥、过筛、加入成型剂,在进行干燥、擦碎过筛,便得到所需的混合料。混合料送去进行压制。压制品在经烧结,变成最终成品。工艺流程图如图一所示。
3.加工种类
3.1
磨料磨削加工
磨料磨削加工方法,可用以加工模具及切削刀具。
3.2
金刚石磨轮磨削加工
金刚石磨轮是目前磨削硬质合金最好的工具,适用于精磨及半精磨工序,用以加工硬质合金、陶瓷、半导体等高硬度脆性材料。磨削余量应控制在0.1—0.2毫米,过大则引起金刚石消耗量增大,在刃磨硬质合金道具中,适用于刀刃磨前刃面等面积大而余量小的工序
 硬质合金刀具
硬质合金刀具
3.3
电火花加工
电火花加工硬质合金可用于内外磨、平面磨、螺纹磨、成型模等。
3.4
电解磨削加工
电解磨削适用于各种金属材料加工,特别是对于一般机械加工方法以磨削的材料,目前主要用于磨削硬质合金刀具、量具和模具。
三、
硬质合金的性能
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
以下是具体分析。硬质合金刀具
1.
硬度
硬质合金的主要成分是难溶金属钨和钛的碳化物和胶结金属钴。由于难熔金属碳化物具有极高的硬度,所以合金本身就具有很高的硬度。硬质合金的硬度一般在HRA86-93之间,并随合金中含钴量的增加而降低。在钨钛钴合金中,硬质合金的硬度又随其中碳化钛含量的增加而提高。因此,在含钴量相同时,钨钛钴合金的硬度高于钨钴合金。硬质合金高温硬度好,在500℃以下时,其硬度维持不变。当温度高于500℃时,才有明显的下降。但在1000-1100℃时,硬质合金的硬度HRA仍有73-76相当HB430-477。二淬火钢在200℃时,硬度即迅速下降,在1000-1100℃时,其硬度就降低到HB30-40.
2.
抗弯强度在常温时,硬质合金的抗弯强度在75-250公斤/平方毫米之间,并且含钴量越高,抗弯强度越高,在含钴量一定时,碳化钛含量增加引起抗弯强度急剧下降。硬质合金的表面状况对它的抗弯强度有很大的影响。在制造硬质合金工具时,应防止其表面产生各种类型的裂纹,否则就会影响到它的抗弯强度。
4.
冲击韧性
硬质合金脆性很高,而且几乎与温度无关。在常温时,淬火钢的冲击韧性大于硬质合金的冲击韧性1-2倍,而退火钢则大于硬质合金9倍。所以,在镶焊硬质合金工具时,不允许对硬
质合金刀片作冲击性的压紧。在运输硬质合金工具时,应注意不要使其互相碰撞或受到冲击,
否则就会造成损坏现象。
5.
耐磨性
硬质合金的耐磨性比最好的高速钢要高15-20倍。硬质合金的耐磨性在金属切削加工中,起着极大的作用,特别是在钢材的连续切削加工中,刀具磨损时,尤为显著。
6.
抗压强度
硬质合金的抗压强度与合金中的含钴量和碳化钨晶粒粗细有关;钨钴合金的抗压强度随钴含量增加而增加,钴含量5%时抗压强度值最大,钴含量继续增加,其抗压强度随之而下降;细晶粒钨钴合金的抗压强度也较粗晶粒钨钴合金较高,而钨钛钴合金的抗压强度又低于钨钴合金。硬质合金刀具
7.
导热率在金属切削加工时,导胀、热率这一性能具有特别重要的意义。大家知道,金属切削加工中产生的热量,主要传导于刀具、切屑和被加工的零件上。热量的传导过程,在颇大程度上取决于刀具的导率。当刀具的导热率很高时,绝大部分的热量传给刀具,极小部分传给切屑与被加工零件。当刀具的导热率低时,则与此相反,热量即大部分集中于切屑上,这对于切屑加工是有利的。因为切屑受到强热就会软化。钨钴合金的导热率为0.14-0.15卡/厘米.度.秒,比高速钢高1-2倍;而钨钛钴合金的导热率仅为0.04-0.15卡/厘米.度.秒,高钛合金如YT30、YT60的导热率比高速钢低。
8.
线胀系数
钨钴合金的线胀系数较小,低于高速钢、碳素钢和铜的线胀系数,并且随含钴量增加而增加;钨钛钴合金的线胀系数比钨钴合金高,且随碳化钛含量增加而略增,但其线胀系数比高速钢仍小的多。在镶焊硬质合金工具时,由于硬质合金和刚体线胀系数的差异,经镶焊的工具冷却时,内外所受应力不同,在表面形成内向拉应力。在镶焊后,应采取措施消除这种内应力。否则,硬质合金片会产生裂纹或脱焊现象,从而造成硬质合金工具的报废。
 中文
中文  English
English

