nt, "Helvetica Neue", "PingFang SC", "Hiragino Sans GB", "Microsoft YaHei UI", "Microsoft YaHei", Arial, sans-serif; font-size: 17px; letter-spacing: 0.544px; text-align: center; box-sizing: border-box !important; overflow-wrap: break-word !important;">

注意事项:
,
常用的丝锥一般分为切削丝锥和挤牙丝锥两个大的类型,加工相同的牙孔选用不同种类的丝锥,攻牙底孔大小也不一样,下面分别介绍切削丝锥和挤牙丝锥的优缺点,各位可以根据加工情况选用适合丝锥。

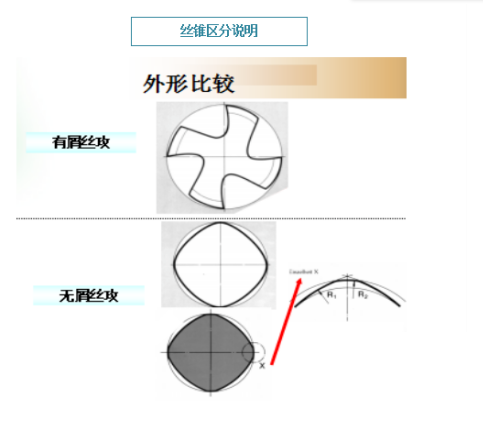
有屑丝锥采用切削式加工牙纹,称为切削丝锥。
无屑式丝锥采用挤压式来产生牙纹,称为挤牙丝锥。

挤压丝锥

结构
无容屑槽,强度高
应用原理
零件材料塑性变形,金属纤维不切断,无切屑产生
适用范围
硬度≤Hrc35,延展性>8%
切削速度
铝用Vc(max):100m/min
钢用Vc:5-30m/min
稳定性
无切屑,刚性好,加工稳定
螺纹强度
金属被挤压成型,金属纤维未被切断,而且伴随加工硬化,螺纹强度高
螺纹质量
表面光亮,无切削纹路
底孔精度要求
底孔直径大小影响牙高和小径最终大小,所以底孔直径精度一般±0.01
价格
生产难度大,成本较高,价格更高
综合评价
刚性高,加工稳定,质量更佳,寿命更长是趋势
切削丝锥
结构
有容屑槽,强度低
应用原理
多余金属切除,金属纤维被切断,有切屑产生,易产生断屑、排屑问题
适用范围
大多数金属和非金属材料切削
切削速度
铝用Vc(max):80m/min
钢用Vc:5-30m/min
稳定性
有切削,刚性差,容易出问题
螺纹强度
金属纤维被切断,强度低
螺纹质量
有切削纹路,不太光滑
底孔精度要求
底孔公差范围大,除锥管丝锥以外,攻丝不改变底径
价格
相对便宜
综合评价
切削轻快,适用范围广,会长期占据主流方向
本文共分
1
页
 中文
中文  English
English

