1数控刀具的分类;
车削刀具
铣削刀具
钻削刀具
工具系统
2刀具的结构包括:刀体、刀片和夹紧机构
夹紧机构主要的方式包括S类螺钉、P类杠杆、N类双重坚固(用于粗加工或是要求稳定的精加工)
3刀片的形状(以下是几类常见的型号)【球铣刀】
C 80°菱形
D 55°菱形
V 35°菱形
K 55°平行四边形
R 圆形
S 90°正方形
T 60°正三角形
W 80°六角形
4 槽形
断悄槽的意义是什么?【球铣刀】
使切悄能按预先设定的方式,进行卷曲流动和折断。使其形成可接受的良好屑形,从而实现对切屑的有效控制与材质忧化。有效控制刀具锋利程度,以保证刀具的耐磨性能,切削力和刀尖强度达到最佳效果。
断屑槽的形状如下图
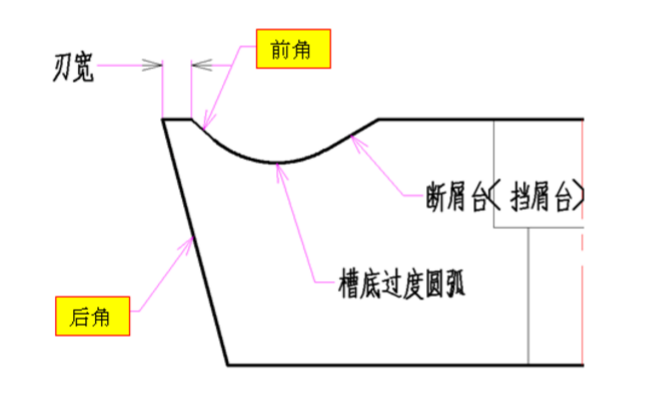
后角和前角一定的情况下刀片的锋利程度山宽来决定。
锋利和强度两个要素是矛盾的,设计时要找到这两点间最佳的结合点。【球铣刀】
5 数控刀片的分类
按材料分为以下几大类
1)硬质合金数控刀片
2)硬质合金涂层刀片
3)金属陶瓷刀片
4)非金属陶瓷刀片
5)超硬刀片
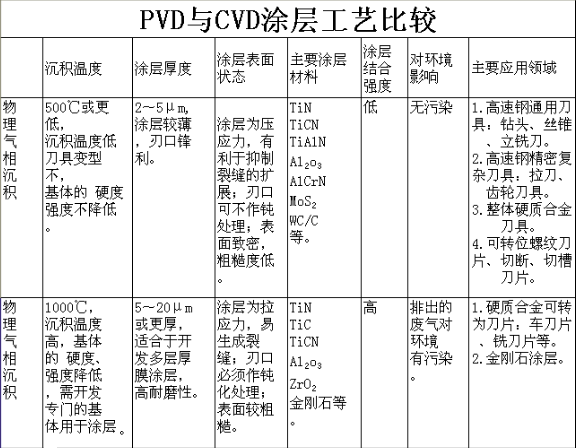
分深:硬质合金涂层刀片可以用于干切削,这类工作方式影响深远
PVD和CVD两种涂层相比的优缺点:
按应用领域分为以下几大类:
车销刀片
1)普通车削刀片
2)铝材车削刀片
3)切断切槽车削刀片
4)螺纹车削刀片
5)修光刃车削刀片
6)重力车削刀片
7)仿形车削刀片
8)双面槽轻载粗加工刀片
9)其它
注:刀片的形式是一线的生产厂家在生产的过程中所产生的需求来反映到装备厂家,最终出现各式各样的刀片类型。应需求而生,随环境变化而变化。
单面槽(粗加工,用负刀片)为什么?
双面槽(精加工,用正刀片)为什么?
粗加工时要求定位稳固要求刀片强度好,如果用双面槽则会定位不利。如果用正刀片则会降低刀具使用寿命。【球铣刀】
分深;铝材车削刀片(此类刀片不涂层不钝化)
因为要保证锋利和排屑顺利故刀片形状没有刃宽,前后角也要加大。
特点:a不涂层不钝化保证锋利 b前刀面非常顺滑【球铣刀】
 中文
中文  English
English

